
In the concrete industry, many batching plants consistently experience lower-than-expected profit margins, but managers often attribute this to rising raw material prices, intensified market competition, or insufficient order volume. While this assessment isn’t entirely wrong, it overlooks a more fundamental issue: even under relatively stable external conditions, significant profits are quietly eroded through daily operations.

In-depth analysis reveals that what truly erodes the profitability of batching plants isn’t a single major accident or market shock, but rather five long-standing operational dimensions hidden within the production process and not systematically quantified and managed. These issues may seem limited individually, but collectively, they are enough to cause a batching plant with normally functioning equipment and a stable order volume to face lower-than-expected profit figures.
Raw Material Overuse: Hidden Waste in Every Cubic Meter of Concrete
Before delving into the specific analysis, it’s worth considering this question: When was the last time you systematically calculated the discrepancy between the actual raw material consumption and the theoretical ratio at your concrete batching plant? For most batching plant managers, the answer is often no, or they rely on experience for estimation.
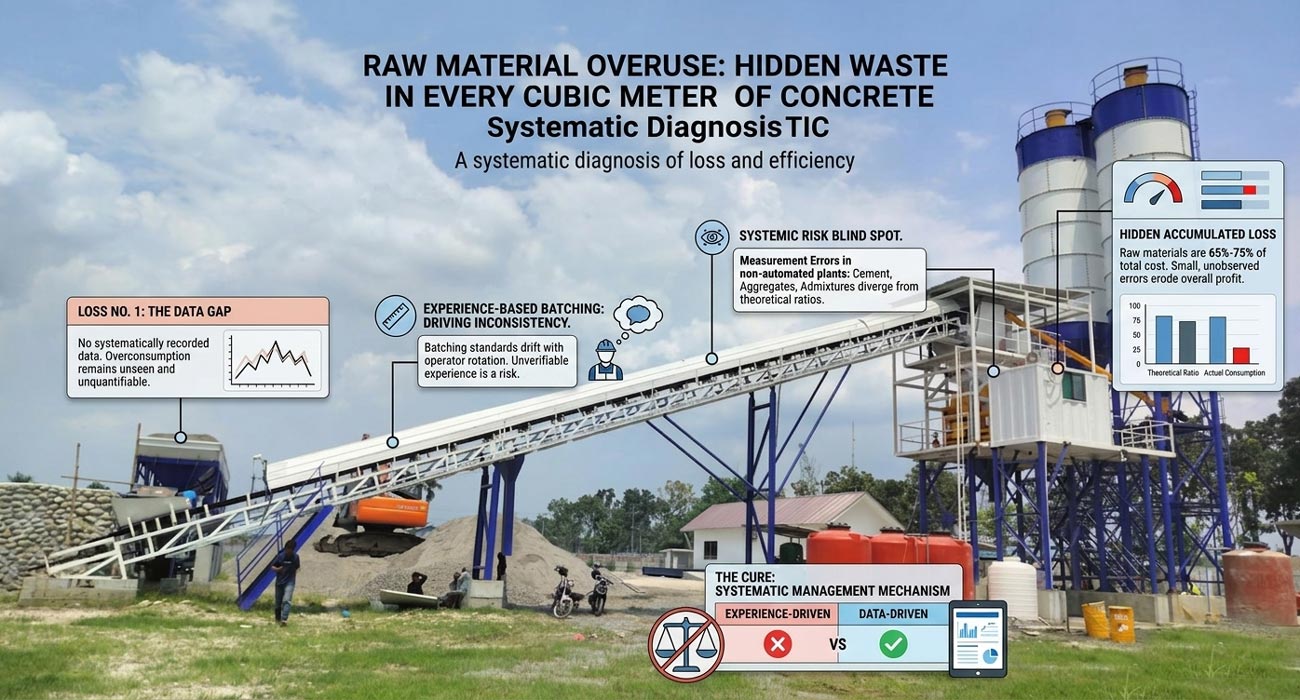
This precisely illustrates the problem—the reason why excessive raw material consumption is the primary source of profit loss is not because it occurs dramatically, but because it is never truly observed. In the cost structure of a batching plant, raw materials typically account for 65% to 75% of the total cost. This means that even small, continuous losses in this area can accumulate and significantly erode profits over the long term.
Measurement Errors: Profit Losses After the Decimal Point
In mixing plants lacking precise batching systems, there are often long-term deviations between the actual usage of cement, aggregates, and admixtures and the theoretical proportions. Taking a 500 cubic meter per day mixing plant as an example, if the aggregate measurement error remains between 2% and 3% for a long period, the accumulated raw material losses each year, converted into procurement costs, will be a figure far exceeding expectations—and this money is constantly being lost, but it has never been separately accounted for.
Experience-Based Batching: Systemic Risks Behind Common Practices
Many mixing plants still rely on the experience and judgment of operators to manage the batching process. This approach has a fundamental flaw—experience cannot be verified or passed on. When skilled operators leave or rotate shifts, the batching standards drift. Managers may sense high raw material consumption, but they can never pinpoint the specific problem.
Data Gap: Keeping Losses Forever at the Level of Feeling
Without a systematic record of every batching process, there is no basis for discovering deviations. Once losses cannot be quantified, they remain merely a vague cost pressure, rather than a concrete problem that can be located, analyzed, and solved.
The essence of excessive raw material consumption lies in a long-standing, unnoticed management blind spot. Unlike equipment malfunctions that trigger alarms or quality incidents that elicit complaints, it erodes profits almost silently every day.
For any wet mixing plant hoping to improve profitability, establishing a systematic management mechanism encompassing everything from ingredient metering to data tracking is the first step in plugging this loophole and the starting point for shifting operations management from experience-driven to data-driven approaches.
Equipment Downtime: The Cost Goes Beyond Repair Every Time It Stops
Furthermore, for most batching plants, equipment maintenance has long been a reactive process of repairing only after problems arise. This approach might be barely feasible when the equipment is relatively simple and the project schedule is relaxed, but in today’s environment of tight supply cycles and stringent customer requirements, any unplanned downtime can lead to a chain reaction of losses far exceeding the cost of maintenance itself.

Direct Capacity Loss
- Zero Capacity: All production plans are forcibly interrupted during downtime, and scheduled orders cannot be completed on time. In most cases, the lost capacity cannot be fully compensated for through overtime or accelerated work.
- Underestimated Recovery Time: Restarting after a fault is repaired, equipment debugging, and capacity ramp-up also require time. The actual downtime is often longer than the fault itself, and this time is rarely included in loss accounting.
Schedule and Breach of Contract Risks
- Irreversible Construction Window: Concrete pouring has strict time requirements. If a downtime occurs during a critical pouring window, remedial measures are often ineffective, and the resulting schedule claims may far exceed the repair costs themselves.
- Difficult to Predict Breach of Contract Compensation: Breach of contract clauses are usually calculated in days. The longer the downtime, the faster the accumulation of compensation. This is the most easily overlooked and most difficult to recover from hidden losses.
Maintenance and Spare Parts Costs
- Reactive Maintenance Premium: Unplanned emergency repairs generally incur higher costs for labor, spare parts procurement, and on-site service than planned maintenance, especially for non-standard spare parts requiring urgent dispatch, where the price premium can sometimes be several times higher.
- Shorter Equipment Lifespan: Long-term reliance on reactive maintenance means equipment operates in suboptimal conditions for extended periods, significantly accelerating the wear and tear of core components. This ultimately manifests in shorter equipment lifespans and more frequent overhauls, resulting in higher long-term costs.
Customer Relationship Damage
- Trust is Difficult to Repair: Supply disruptions directly impact customers’ confidence in the reliability of the mixing plant. Once trust is damaged, even if supply resumes, customer expectations have changed, and rebuilding the relationship requires far more time and resources than a single downtime.
- Long-Tail Effect of Customer Attrition: Frequent supply disruptions accelerate customer migration to competitors. Losing a long-term customer not only reduces current orders but also permanently jeopardizes all potential future orders.
For concrete mixing plant managers, the real shift in perception is that equipment management is not a passive, emergency response, but a proactive investment that directly impacts profit structure. Moving from reactive maintenance to proactive prevention is the most effective and sustainable way to reduce these hidden losses.
Energy Waste: The Overlooked Profit Behind Every Kilowatt-Hour
In the daily operation of a ready mix concrete batching plant, electricity bills appear on time every month, but are rarely examined carefully. Most managers are extremely sensitive to fluctuations in raw material prices and respond promptly to equipment malfunctions, but when it comes to energy consumption, the general attitude is good enough is fine. Hidden behind this attitude is an expenditure that occurs every month but has never been systematically calculated and optimized.
Electricity bills are paid every month, but do you know exactly where that money goes?
Do you know how many kilowatt-hours of electricity your plant consumes per cubic meter of concrete produced?
When waiting for materials, is your equipment turned off or kept running?
Have you calculated how much extra electricity this decision to keep the mixing unit running every month actually costs?
During small-batch production, is your equipment still running at full load?
How much time does a conveyor belt idle between startup and shutdown?
Why is the electricity bill so much higher last month than this month for the same output?
The essence of energy consumption is not a matter of equipment efficiency, but rather a matter of management granularity. For most concrete mixing plants, energy optimization does not require large-scale equipment replacement or technological upgrades; what is truly needed is to establish a management mechanism that makes electricity consumption data visible and traceable. When there is a benchmark for the electricity consumption per cubic meter of concrete, and when the operating status of each piece of equipment is recorded, the electricity bill is no longer just a number, but an opportunity for optimization.
Human Error: The Systemic Risk Behind Experience-Based Operations
The first three dimensions discussed all pertain to losses at the equipment and material levels. However, in the actual operation of a concrete mixing plant, there is another type of loss that cannot be ignored—it does not originate from the equipment itself, but from the operational processes behind it. In a production environment that heavily relies on human judgment, errors are not isolated incidents, but a systemic risk.

| Error Type | Specific Manifestation | Direct Impact | Potential Loss |
|---|---|---|---|
| Mix Ratio Deviation | Operators adjust batching ratios based on experience, resulting in long-term discrepancies between actual usage and standard mix design | Unstable concrete strength and poor batch-to-batch quality consistency | Raw material overconsumption, quality disputes, customer complaints, and rework compensation |
| Equipment Start/Stop Misjudgment | Reliance on manual judgment for equipment start/stop timing, leading to habitual early starts or delayed shutdowns | Increased equipment idle time and accumulation of unnecessary energy consumption | Wasted electricity, accelerated equipment wear, and rising maintenance costs |
| Delayed Response to Anomalies | Operators fail to promptly identify or choose to ignore early warning signs of equipment abnormalities | Minor faults escalate into major failures, significantly increasing the risk of unplanned downtime | Expanded repair costs, production loss, and project delays |
| Shift Handover Information Gap | Shift handovers rely on verbal communication, with key production information not fully recorded or transferred | Incoming shift cannot accurately grasp equipment status and production progress | Repeated operations, resource waste, and reduced production continuity |
| Non-standardized Emergency Handling | Operators independently decide how to handle emergencies without standardized response procedures | Inconsistent outcomes depending on the individual; some actions may aggravate equipment damage | Fault escalation, shortened equipment lifespan, and increased safety risks |
| Missing Data Records | Production processes rely on manual recording, with widespread data omissions, transcription errors, or after-the-fact entries | Distorted production data, leaving management without reliable decision-making basis | Inability to trace issues, difficulty proving quality disputes, and no basis for improvement |
In manual operations, errors are inevitable; the only difference lies in the frequency and cost. Reducing these risks requires not stricter assessments, but a systematic management mechanism that ensures critical operations are documented and production data is visible in real time.
Equipment and Site Conditions: An Underestimated Variable
The losses discussed earlier mostly occur after the equipment is put into use. However, this dimension of problems is often sown before the project even starts—the decision to select equipment is the starting point for all operating costs. If the wrong equipment is selected, subsequent management optimizations are merely patching things up within an inherently limited framework; and even if the right equipment is selected, failing to fully realize its value still constitutes a hidden loss of profit.

Scenario 1: Stationary Batching Plant for Short-Term Construction Sites
- Incorrect Scenario: A project with a duration of only 6-8 months opts for a fixed batching plant to ensure stable production capacity. Fixed plants require concrete foundation construction, with installation taking several weeks. After the project ends, the equipment cannot be moved, resulting in high dismantling costs and difficulty in recovering the initial investment.
- Losses Caused: Installation and dismantling costs significantly increase the overall project cost, leading to substantial loss of equipment residual value and inefficient capital utilization.
- Correct Scenario: Short-term construction sites should prioritize quick-installation or mobile batching plants. These have shorter installation periods, lower relocation costs, and can be directly transferred to the next construction site after the project ends, maximizing the equipment’s value.
Scenario 2: Large Equipment for Small Production Capacity Needs
- Incorrect Scenario: A large batching plant with a daily capacity exceeding 600 cubic meters is installed for a construction site with a daily demand of only 400 cubic meters, out of a fear of insufficient capacity. The equipment operates under low load for extended periods, wasting energy and accelerating abnormal wear and tear on critical components.
- Correct Approach: Batching plant capacity significantly exceed actual needs; prolonged low-load operation increases the overall energy consumption per cubic meter of concrete; equipment depreciation is severely mismatched with actual output.
- Correct Scenario: Equipment capacity selection should be based on the project’s actual peak demand, not the maximum possible demand. Prioritize medium-sized equipment with more economical energy consumption, provided capacity matches the requirements.
Scenario 3: Using Fixed Stations on Complex Terrain Sites
- Incorrect Scenario: Forcibly deploying stationary batching plant requiring concrete foundations on mountainous, plateau, or geologically complex sites. Foundation construction is difficult and time-consuming; the flexibility of equipment adjustment after installation is extremely low. If the project’s direction changes, the equipment position cannot be adjusted accordingly.
- Causes of Incorrect Use: Foundation construction costs increase significantly; concrete transportation distance cannot be optimized due to the fixed equipment position; transportation costs and quality risks increase simultaneously.
- Correct Scenario: For complex terrain sites, choose quick-installation or mobile concrete batching plant that require no foundation. They can be placed directly on a flat site for operation, offering flexible deployment and dynamic repositioning as the project progresses.
Scenario 4: Using Drum Mixing Plants for Mass Production
- Incorrect Scenario: Faced with high-intensity, large-volume concrete supply demands, managers chose drum mixing plants. Drum mixing relies on gravity, resulting in limited mixing uniformity, a low capacity ceiling, frequent supply bottlenecks during peak demand periods, and difficulty in guaranteeing consistent concrete quality.
- Losses Caused: Insufficient supply capacity increases the risk of project delays; unstable quality leads to customer complaints and rework compensation; and the long-term mismatch between actual equipment output and project needs results in continuous opportunity cost losses.
- Correct Scenario: Mass production demands should be matched with twin-shaft forced mixing plants, which offer high mixing efficiency and uniformity, and can reliably support continuous supply demands during peak periods.
Scenario 5: Correct Equipment Selection but Long-Term Idleness
- Incorrect Scenario: Managers configured sufficient equipment to meet peak project demand, but during off-seasons or project breaks, a large amount of equipment remained idle. It was neither transferred to other construction sites with demand nor utilized through reasonable scheduling. Equipment depreciation continued, while revenue approached zero.
- Losses incurred: Equipment depreciation, maintenance, and land costs accumulate continuously during periods of idleness, significantly extending the investment payback period and resulting in low capital utilization efficiency.
- Correct Scenario: Establish a dynamic monitoring mechanism for equipment utilization, proactively assess the feasibility of relocation or reallocation during periods of demand fluctuation, and ensure that the value of the equipment is maximized throughout its entire lifecycle.
Equipment selection and scenario matching directly impact costs and production capacity. Incorrect decisions can lead to high investment, low utilization, increased maintenance costs, and mismatched production capacity; while proper selection can reduce costs, ensure production capacity, improve equipment utilization, and maximize profits.
Choose AIMIX to Achieve Controllable Batching Plant Profitability
As the preceding analysis has shown, the loss of profits in concrete batching plants is not caused by a single factor, but rather is scattered across multiple daily processes. The real difference often lies not in whether the problem is recognized, but in whether a stable and executable method is in place to continuously control these dispersed variables.

Based on this, AIMIX, in the design and application of concrete batching plants, emphasizes the synergy of equipment and systems to gradually make these hidden losses controllable.
Raw Material Overconsumption: Replacing Experience with Precision and Systems
- Directly Compressing Cost Fluctuations with Metering Accuracy: AIMIX utilizes a high-precision weighing system (error ≤ ±1%). For raw materials, which account for over 65% of costs, this stability itself guarantees profits.
- Replacing Experience-Based Judgment with Automation and Algorithms: Relying on an integrated control system and intelligent proportioning algorithms, the equipment can automatically adjust proportions based on raw material fluctuations, avoiding unstable outputs caused by human experience.
- Establishing Continuous Optimization Capabilities through Data Traceability: End-to-end data is stored in the cloud, with records supporting each batch of production, providing a basis for long-term cost optimization.
Equipment Operation Stability: Reducing Downtime Probability with Structure and Systems
- Proactive Fault Handling with Real-Time Monitoring: We use an IoT system to collect key data such as motor temperature, vibration, and current in real time. Abnormalities are automatically alarmed and diagnostic reports are generated, allowing problems to be identified before they escalate into downtime.
- Reducing Unexpected Risks with Predictive Maintenance: The system intelligently pushes maintenance plans based on runtime and component wear, shifting maintenance from reactive repair to proactive scheduling, significantly reducing the probability of unplanned downtime.
- Reduce long-term failure frequency through structural stability: The fixed overall structure and highly redundant core component design ensure equipment stability during long-term high-load operation, reducing hidden costs from vibration wear and frequent maintenance.
Energy Management: Directly reduce unit cost through equipment efficiency
- Reduce unit energy consumption through equipment efficiency: The twin-shaft forced mixing system improves mixing efficiency, completing production tasks in a shorter time, thereby reducing electricity consumption per cubic meter of concrete.
- Reduce ineffective operation through system scheduling: The integrated control system reduces idling and waiting time through one-button start/stop and intelligent scheduling, translating more energy consumption into actual output.
- Support continuous optimization with operational data: Real-time data dashboards link energy consumption with equipment status, enabling managers to identify high-energy-consuming areas and adjust operational strategies accordingly.
Equipment and scenario matching: Reduce inherent losses with multiple solutions
- Avoid inherent mismatch with customized design: AIMIX offers various mixing plants, including fixed, mobile, and quick-installation types, which can be matched according to project cycles and environmental conditions, avoiding long-term cost pressures caused by incorrect selection.
- Multiple Main Unit Types Adapt to Diverse Production Needs: Flexible selection of planetary and twin-shaft mixers ensures the equipment meets both high uniformity requirements and supports large-scale continuous production, avoiding supply bottlenecks caused by insufficient equipment capacity.
- High Integration Enhances Production Continuity: Large-capacity material storage systems and integrated batching structures ensure uninterrupted material supply and machine operation during production, reducing efficiency losses due to supply instability.
Equipment Utilization: Improved return on assets through structure and flexibility
- Modular Structure Supports Rapid Relocation: Easy disassembly and transportation allow for efficient transfer between multiple projects, reducing downtime.
- Mobile Solutions Enhance Usage Flexibility: Mobile mixing plants can be quickly deployed and relocated for multi-site or short-cycle projects, improving overall equipment utilization.
- Data Support Optimizes Equipment Scheduling: Operational data allows managers to better assess equipment usage, enabling optimized configuration and scheduling decisions.
When metering accuracy, equipment stability, energy consumption levels, equipment selection and utilization are all managed within the same system, the profit structure of a batching plant no longer relies on experience but is built on a foundation of sustainable optimization.
AIMIX’s core value lies in transforming these originally dispersed and implicit cost variables into profit margins that can be continuously compressed and optimized through the integrated design of equipment and systems.